鏟花的工作基本原理
發(fā)布時(shí)間:2020-06-03 17:25
鏟花便是用手工制作一刀刀除去危害機(jī)械設(shè)備精密度的化學(xué)物質(zhì),借此機(jī)會(huì)改正機(jī)械加工制造的錯(cuò)漏。
鏟花并并不是一件簡(jiǎn)單的專業(yè)技能,據(jù)杰出的鏟花師傅詳細(xì)介紹,學(xué)鏟花必須根據(jù)一次次訓(xùn)練內(nèi)化為自發(fā)性姿勢(shì),每日數(shù)不勝數(shù)次反復(fù)調(diào)整姿態(tài)姿勢(shì),才掌握到腰力操縱寬度、右手下工作壓力道決定深層,左手則操縱鏟用點(diǎn),及其兩腳重心點(diǎn)相互配合到更暢順的人體記憶力。
運(yùn)動(dòng)軌跡高和低中間的間距可能是極苗條的0.01mm,也可能是毫米,它不是均值的,倘若用同樣力度,功底不容易平,因此每一刀氣力必須不一樣,鏟花不象一般工藝品雕塑作品,要是一個(gè)地區(qū)禁止,便會(huì)危害別的地區(qū)的精度。再再加不只一個(gè)平面圖,而有四個(gè)乃至大量必須一起鏟,多一個(gè)面難度系數(shù)并不是加減法,只是加法,鏟花只有挖去、不可以補(bǔ),一旦鏟錯(cuò)地區(qū)要重新再來一次,別的相當(dāng)于都白做,這就是它的難題。
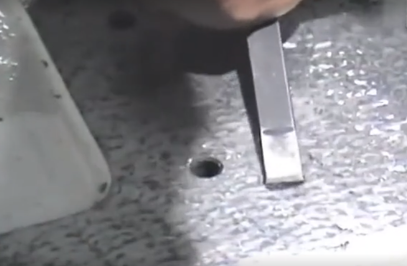
最終,簡(jiǎn)單介紹一下鏟花的工作基本原理:先把顯色劑(一般為紅丹粉或青丹粉)涂在標(biāo)準(zhǔn)夾具上(平板電腦或要鏟V型軌時(shí)的直規(guī)夾具),鍍層須薄并且勻稱,薄厚低于0.005毫米為宜,再把有涂顯色劑的標(biāo)準(zhǔn)夾具在要鏟的運(yùn)動(dòng)軌跡表面矛盾,顯色劑便會(huì)遷移到運(yùn)動(dòng)軌跡面的高些上,然后再用一個(gè)非常的鏟花物品把著色的高些徹底消除。那樣的姿勢(shì)要一向反復(fù),直至運(yùn)動(dòng)軌跡表面展現(xiàn)出勻稱相互的遷移才行,鏟花師傅一般都是勤奮做到每平方英寸25個(gè)點(diǎn)的標(biāo)準(zhǔn),巨大保證觸碰面的平度和磨合期性。
上一篇:沒有了
相關(guān)文章
